
მთავარი
>
პროდუქტები > პლასტიკური ექსტრუდერები
> პლასტიკური პანელის ფურცლის ექსტრუზიის აპარატის ხაზი
>
ხის პლასტმასის კომპოზიტური პროფილის დამზადების მანქანა






ხის პლასტმასის კომპოზიტური პროფილის დამზადების მანქანა
პროდუქტის აღწერა
ხის პლასტმასის კომპოზიტური პროფილის დამზადების მანქანა
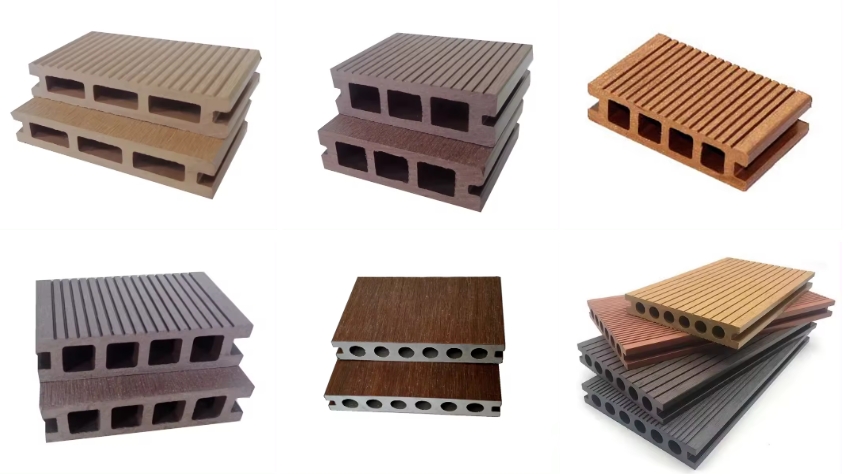
1. WPC იატაკის დამზადების მანქანა შეიძლება გამოყენებულ იქნას WPC იატაკის, ღობეების, გაზების, სკამების, სანაგვე ურნების და ა.შ.
2. WPC იატაკის დამზადების მანქანა ძირითადად შედგება ხრახნიანი მიმწოდებლისგან, SJSZ65/132 კონუსური ორხრახნიანი ექსტრუდერისგან, ყალიბისგან, ვაკუუმის დასაყენებელი მაგიდისგან, საჭრელი მანქანისგან და სტეკერისგან.
3. სხვადასხვა ფორმების შეცვლით, ერთი და იგივე საწარმოო ხაზი შეიძლება გამოყენებულ იქნას WPC პროფილების დასამზადებლად.
გამოკითხვის გაგზავნა
პროდუქტის აღწერა
ხის პლასტმასის კომპოზიტური პროფილის დამზადების მანქანა
ხის პლასტმასის კომპოზიტური იატაკის პროფილის დამზადების მანქანა
1. პროცესის მიმდინარეობა:
ა. მოამზადეთ ინგრედიენტები და აურიეთ.
ბ. ჩადეთ ერთნაირად შერეული მასალები ექსტრუდერის ბუნკერში ავტომატური ხრახნიანი მიმწოდებლის მეშვეობით.
გ. მას შემდეგ, რაც ექსტრუდერის ბუნკერში ჩასმული მასალა დნება და ექსტრუდერის მიერ პლასტიზირებულია, იგი იწურება ვაკუუმის ფორმირების მოწყობილობაში კაფის თავის მეშვეობით.
დ. ექსტრუდერის კვარცხლბეკის მეშვეობით გამოწურული მასალა იგზავნება ვაკუუმის ფორმირების მოწყობილობაში, გაცივდება და ფორმირდება გამაგრილებელი წყლის ცირკულაციის გზით.
ე. გაცივებული სპეციალური ფორმის ხე-პლასტმასის პანელები გამოყვანილია ტრაქტორით და იგზავნება საჭრელ მანქანაში.
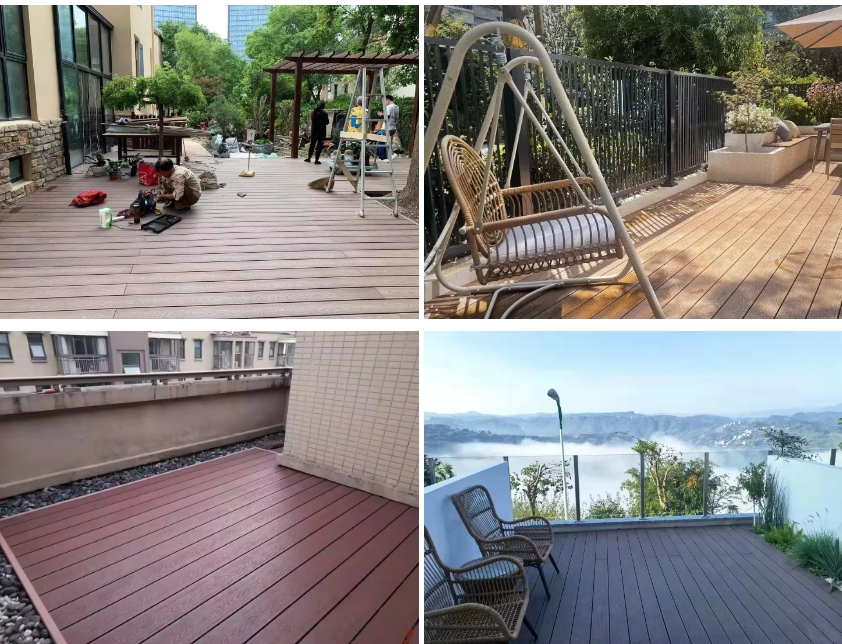
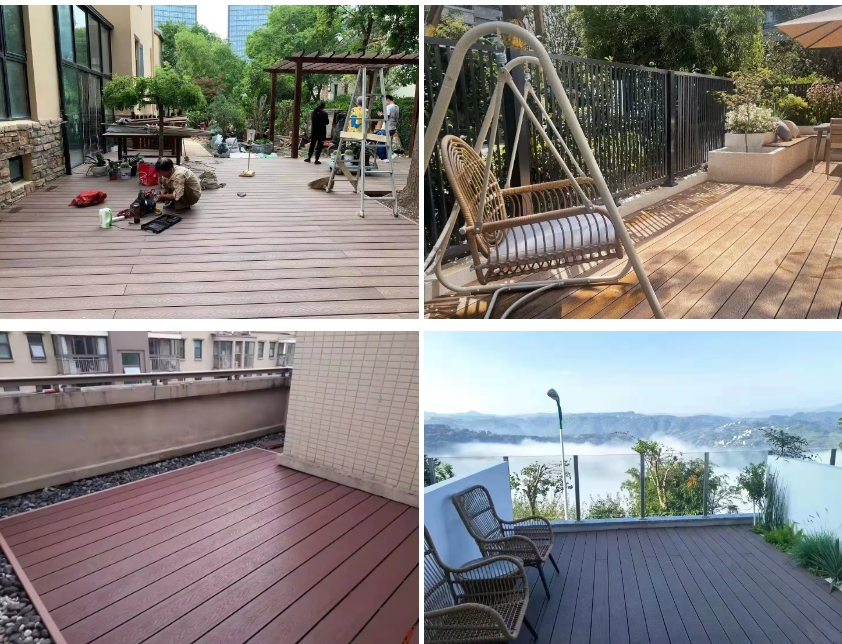
2. პრაქტიკული გამოყენება:
ხის პლასტმასის იატაკის პანელები თავიდან აიცილებენ ტრადიციული ხის დეკორატიული მასალების ნაკლოვანებებს და არ იქნება ისეთი პრობლემები, როგორიცაა ბზარი და დეფორმაცია გამოყენების დროს.
უფრო მეტიც, WPC ასევე არის ცეცხლგამძლე, რაც მას იდეალურს ხდის შიდა და გარე ინსტალაციისთვის. ხის პლასტმასის იატაკს შეუძლია არა მხოლოდ შეავსოს ტრადიციული მასალების ნაკლოვანებები, არამედ გაახანგრძლივოს მომსახურების ვადა და შეამციროს პანელების გამოყენების ღირებულება.

საბოლოო პროდუქტი საბოლოო პროდუქტის გამოყენება
| ექსტრუდერის მოდელი | ექსტრუდის გამომავალი | მთავარი ძრავის სიმძლავრე | ხრახნიანი სიჩქარე | გაციება ლულის გარეთ | ხრახნიანი მასალა | ლულის მასალა |
| SJZS 51/105 | 100-150 კგ/სთ | 18,5კვტ; AC ძრავა | 38.4 rpm | 400w × 3 ქარის გაგრილების ვენტილატორი | 38CrMoALA და მაღალი ტემპერატურული აზოტის დამუშავებით. აზოტირების სიღრმე: 0,5-0,6 სიხისტე (HV): 740-940 ზედაპირის უხეშობა ≤ 0,8 მმ | 38CrMoALA და მაღალი ტემპერატურული აზოტირების დამუშავებით. აზოტირების სიღრმე: 0,4-0,7 სიმტკიცე (HV): 740-940 ზედაპირის უხეშობა ≤ 0,8 მმ |
| SJZS 55/110 | 180-280 კგ/სთ | 22 კვტ; AC ძრავა | 38.4 rpm | 400w × 3 ქარის გაგრილების ვენტილატორი | ||
| SJZS 65/132 | 300-350 კგ/სთ | 37 კვტ; AC ძრავა | 38.4 rpm | 550w × 3-ქარიანი გაგრილების ვენტილატორი | ||
| SJZS 80/156 | 400-450 კგ/სთ | 75 კვტ; AC ძრავა | 40 rpm | 550w × 5 ქარის გაგრილების ვენტილატორი |
ცხელი ტეგები: ხის პლასტმასის კომპოზიტური პროფილის დამზადების მანქანა, მწარმოებლები, მომწოდებლები, ჩინეთი, ქარხანა, დაბალი ფასი, ყიდვა, ხარისხი
პროდუქტის ტეგი
დაკავშირებული კატეგორია
პლასტიკური პანელის ფურცლის ექსტრუზიის აპარატის ხაზი
პლასტიკური მილების წარმოების ხაზი
WPC PE PVC Profile Extrusion Machine Line
SPC LVT იატაკის საწარმოო ხაზი
გამოკითხვის გაგზავნა
გთხოვთ, მოგერიდოთ თქვენი შეკითხვა ქვემოთ მოცემულ ფორმაში. ჩვენ გიპასუხებთ 24 საათში.








X
ჩვენ ვიყენებთ ქუქიებს, რათა შემოგთავაზოთ დათვალიერების უკეთესი გამოცდილება, გავაანალიზოთ საიტის ტრაფიკი და კონტენტის პერსონალიზაცია. ამ საიტის გამოყენებით თქვენ ეთანხმებით ჩვენს მიერ ქუქიების გამოყენებას.
კონფიდენციალურობის პოლიტიკა